

总部基地:深圳市龙岗区启迪协信科技园5A座14楼
服务热线: 400-0806-027
电话:0755-28188575
邮箱:hopefor@163.com
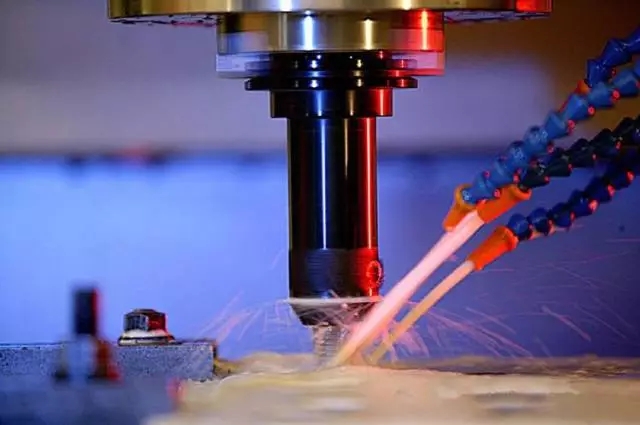
切削液的浓度管理
由于水基切削液是用水稀释的,故其稀释液浓度容易变化,也容易受异物侵入的影响。因此,水基切削液和油基切削液相比,前者在使用时更要细心观察。
在水基切削液的管理中,浓度管理、防腐管理和净化管理是主要的。
浓度管理
水基切削液,依据切削液生产厂家推荐的使用浓度可获得较好的效果。若浓度过低,则其润滑、防锈和切削性能下降,而且容易发生腐败,臭味;反之,浓度过高,容易起泡,刺激皮肤、经济性亦不好。所以在水溶性切削液管理中维持适当的浓度是很有必要的。
在切削加工中,水基切削液浓度以稀释倍数为25~55倍为适宜,若超过80倍,刀具磨损较大;而低于8倍,切削液容易发生腐败。具体操作时,应根据机床种类,切削用量,加工材料和加工零件质量等情况,并兼顾润滑、防锈、冷却、清洗四方面的性能。
维持合适的浓度管理应做到下列几点:

(1)
对切削液进行统一管理,配置专职人员,有一套完整的浓度管理体系。
(2)
按规定浓度稀释浓缩液进行补给,因为在用水基切削液的情况下,由于水分蒸发、飞溅和工件的带出,液量减少很多,必须随时补充新液,而这种新液是依照浓度管理规定计算好的稀释液。
(3)
定期检测使用液的浓度,从而校对浓度,随时处置。
防腐败管理 水基切削液全更换的频率比油基切削液要大的多。主要理由是水基切削液容易腐败使切削性能和使用性能恶化。由于水基切削液是由润滑添加剂、表面活性剂和防锈剂等有机营养成分与水共存下使用的,其成分本身就容易腐败,乳化液尤为严重。
下期讲解 防止切削液腐败的几个做法


 关注有惊喜
关注有惊喜
